Hammer Mill Maintenance Is Key To Grinding Performance.
Proper equipment maintenance is important for longevity and decent operation of the equipment, here are some things we recommend checking.
News / Hammer Mill Maintenance Is Key To Grinding Performance.
As we all know, proper equipment maintenance is important for longevity and decent operation of the equipment. With hammer mills it can have an effect on items like capacity and grind consistency, making it even more important to be checking important items on a regular basis. These are some items we like to point out to people.
Daily basics (don’t skip these)
Clean the magnet every day so it can capture ferrous material before it reaches the rotor, hammers, or screen (this also protects livestock when grinding feed)
Perform a daily visual inspection to catch worn hammers or screens early and prevent unplanned downtime
Periodically reverse hammer direction, either by reversing motor rotation (CW / CCW) or manually flipping hammers, in order to maximize usable life of both hammers and screens
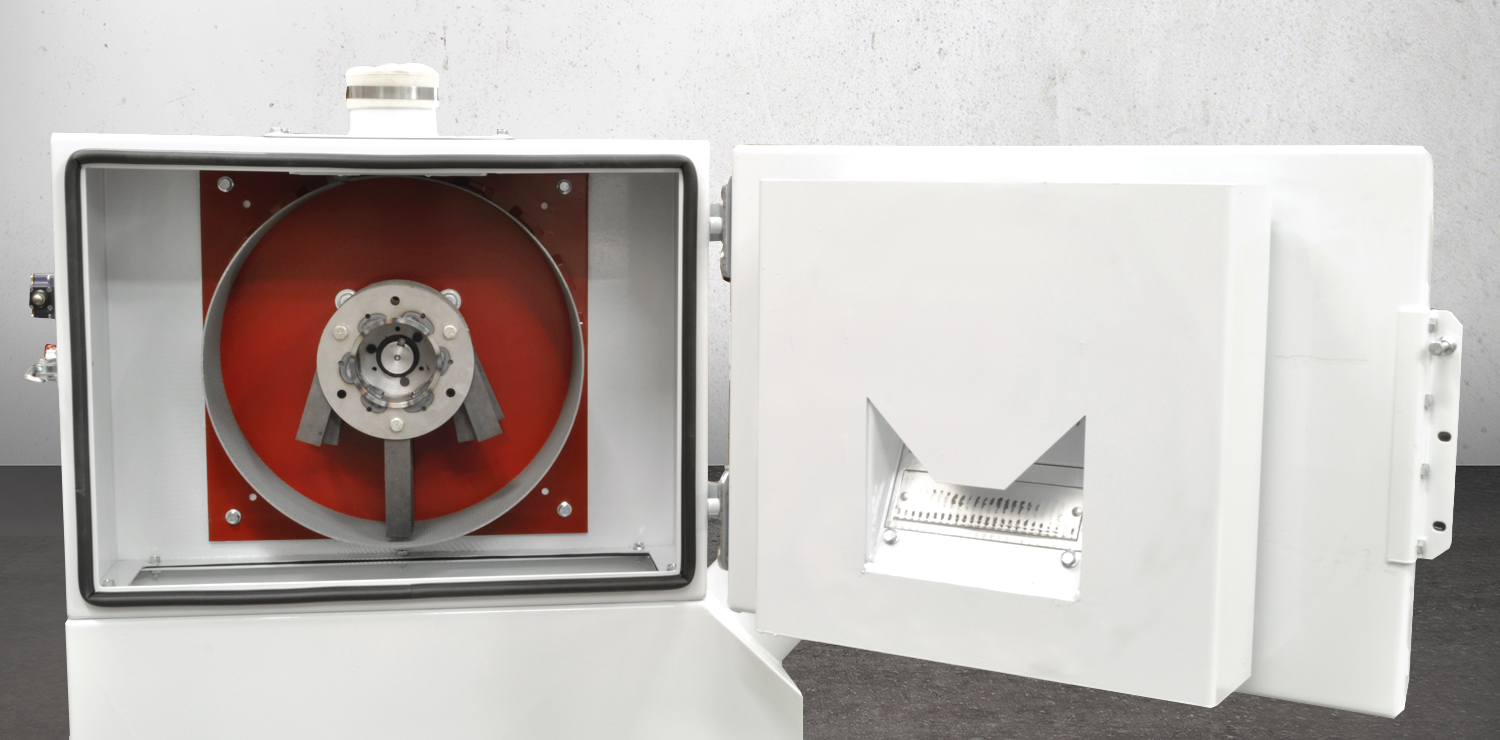
The hammer mill magnet is located in the chute mounted onto the door.
Hammers & rotor care
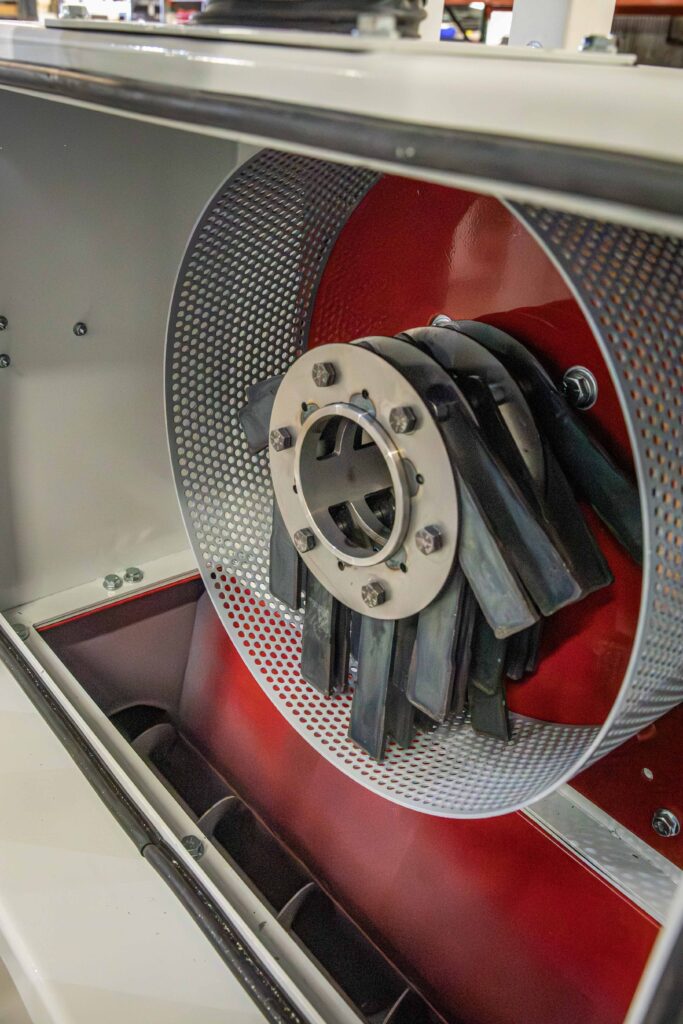
Always replace hammers in balanced sets and proper alignment patterns (single or double rows as shown in the manual). Uneven hammer placement leads directly to vibration and bearing damage
Do not overtighten hammer bolts — hammers must be able to swing freely
Hammer sets are factory balanced to within ±1 gram; each hammer row (including spacers, bolts, nuts) should stay within 15 grams of each other to avoid vibration
If you experience excessive vibration, shut the mill down immediately and inspect hammer spacing, rotor runout, and component quality before restarting
Screens: performance = maintenance
Replace screens when holes become rounded or dull — worn screens increase power draw and create excess fines
Make sure screens are held tightly against the backing plate. Loose screens cause vibration and eventually broken screen tabs or damaged screens
If tabs begin breaking, the manual recommends adjusting door spring tension (via washers) to increase pressure holding the screen in place
Feed consistency protects your mill
Avoid “slug feeding.” Inconsistent feed causes:
Rotor end-plate wear
Elongated hammer holes
Grooved bolts
Reduced capacity
Best practice:
Use reduced-pitch or closed-pitch intake flighting
Maintain even, controlled feed (the manual strongly encourages VFD control on the feed screw for fine tuning)
Match horsepower to screen size
Running too much motor for a fine screen:
Grooves hammer bolts
Elongates hammer holes
Bends or blows out screens
Raises product temperature (often >15°F), increasing fines and moisture release
If this happens:
Replace any damaged hardware immediately
Reduce feed rate or downsize the motor to stay below max amperage
Installation & vibration prevention
Anchor the mill securely to the floor
Use rubber isolation pads under the base to reduce vibration transfer
Seal transitions and inlets to prevent dust buildup and internal contamination
Dust accumulation isn’t just messy — it contributes to imbalance and accelerated wear.
Rotor replacement & startup checks
After rotor service:
Confirm rotor runs concentric (no wobble)
Hand-spin before power-up
Test run empty and confirm amps are below full load before feeding material
What’s next?
When you have done everything you can to maximize your capacity, but find yourself coming up short. Check out our double hammer mill skid. This unit, when combined with our hammer mill control panel, increases your grinding capacity and simplifies the operation.